




With our 40,000 sq ft workshop in Rosyth, Scotland, we are well-positioned to service both UK and international repairs where required. Our 63T overhead crane capacity allows us to handle your rotating equipment. Our workshop caters for every step of the repair from initial inspection through to full load testing. This provides you with full confidence in the repair prior to your equipment being returned to site.
Our service include but are not limited to:
Whether it’s a Parsons Peebles legacy machine or another OEM, every machine that comes into our workshop goes through the same rigorous process. From initial images as received, recording missing parts on arrival. The machine is then electrically tested, I.R, P.I, Resistance of main windings & Auxiliary parts. We also have the latest Megger ADX 15A complete with a 40kV power pack, so all windings can be fully tested as per many international standards eg Nema, BS IEC , etc. Our engineers will then fully dismantle your machine, taking care to identify any visual issues. A full set of dimensional checks will also be completed.
Once the workshop report is completed, our engineering team based in Rosyth will review the findings, walk around the machine, and complete a thorough and detailed report of our findings, which will be issued.
Where the machine we have in for inspection is a legacy Parsons Peebles motor, our engineering team will also review the motor against the original drawings to ensure the motor is as originally designed.
TDC Parsons Peebles also offers Root Cause Analysis on all motors and generators. We ensure that, regardless of the OEM, we carry out an in-depth investigation to ensure the end user understands what went wrong and why. In addition to identifying the fault, we can also apply our engineering knowledge to offer guidance on OEM designs, material specifications, tolerances that are not always readily available, manufacturing designs, drawings and in-service machines. We have proven data to back up our findings.
Following initial inspections and recommendations, where a machine has no major damage, our engineers would prepare the externals for blasting and prime painting. The stator & rotor would then be steam cleaned and stoved before varnishing. All parts would be thoroughly cleaned and painted prior to reassembly. The rotor would be balanced before re-assembly. All gaskets and rolling element bearings would be replaced as standard. Following re-assembly, the motor would be placed into our test bed for a no-load test run. On completion, the motor would be painted to the customer’s specification.
Stator laminations of an AC machine will invariably be short-circuited. Stator cores are either by the barrel or core bars to which they are fitted; any additional inter lamination short circuits that might occur at the bore or slots of the core could result in additional iron losses and localised overheating of the core. A stator core flux test is a convenient means of confirming that in the region of the stator bore and slots, the interlamination insulation is satisfactory, such that only normal or acceptable losses and heating will occur in service.
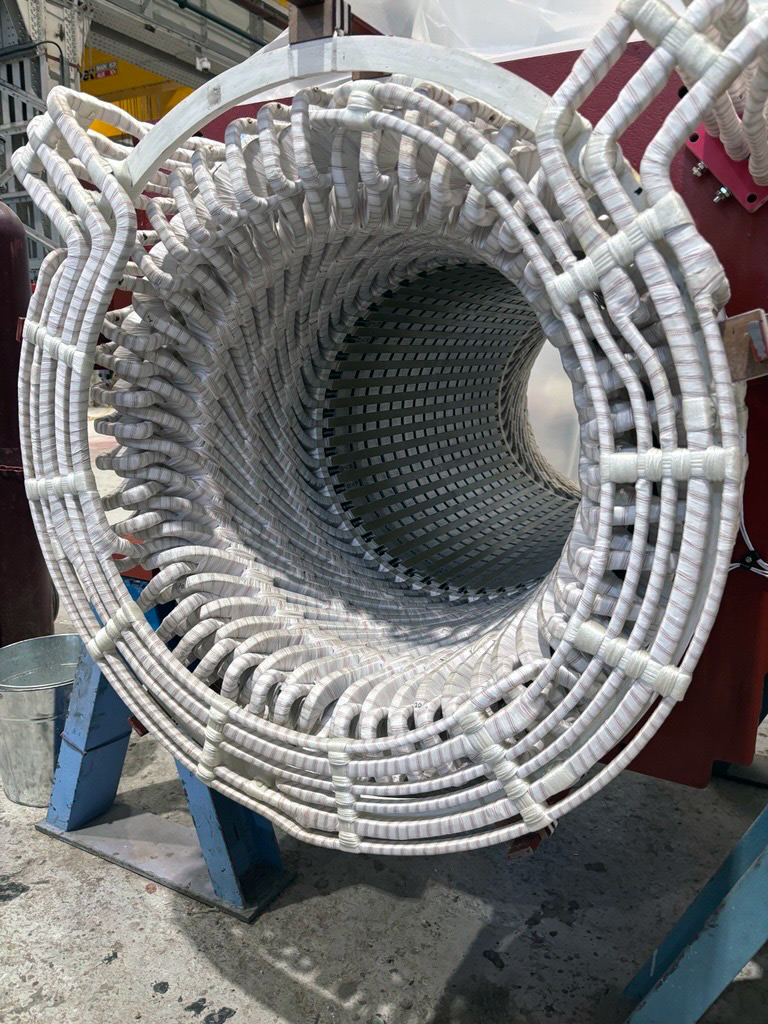
We are perfectly placed to complete all rewinds of both stators and rotors when a machine fails in service. For legacy Parsons machines, our engineering team can quickly access the original designs, allowing coils to be ordered prior to the machine arriving in our workshop. If the machine is from another OEM, coil data will be recorded and reviewed internally before being sent to our approved coil manufacturer for processing. All rewinds are completed to OEM standards, and machines are cured in our large oven and varnished using our Class H thermosetting epoxy impregnating varnish. Our in-house knowledge and understanding of insulation and winding systems allow our design team to review other OEMs’ designs and make improvements where dimensions allow.
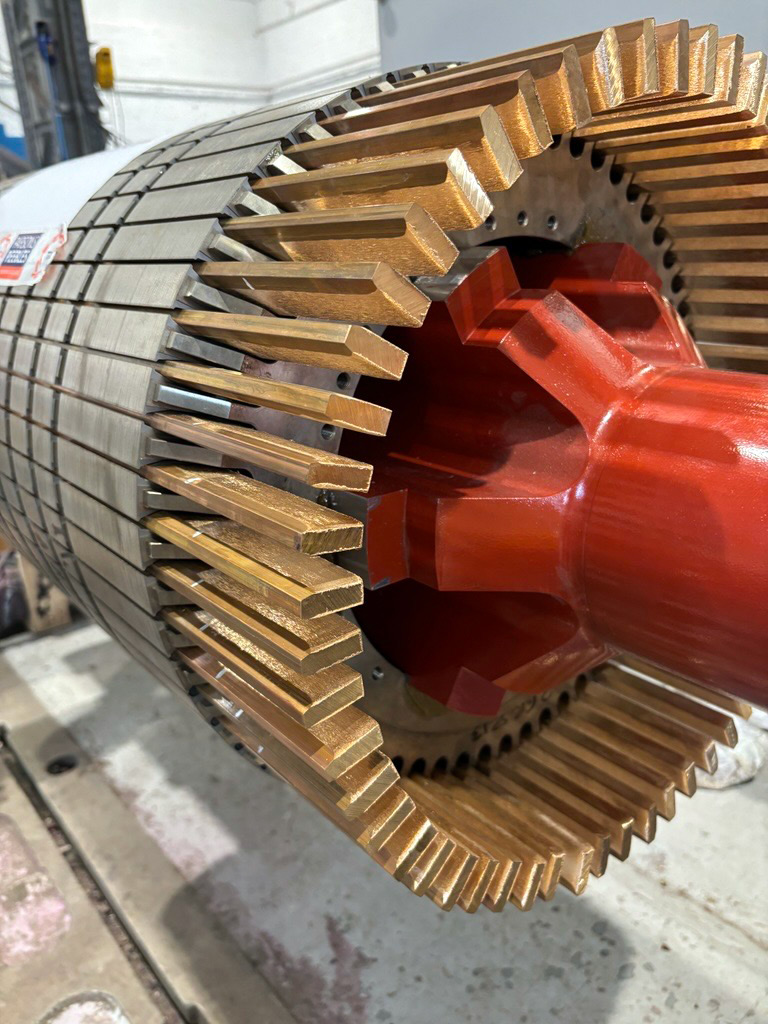
Due to the keyed bar design used by Parsons Peebles over many years, failures in service of rotor bars is uncommon on legacy machines where an Induction machine has operated under normal operating conditions. Following a failure on a non OEM rotor we would analyse both the rotor bar and SC ring material and use our extensive supply network to procure and replace like for like to ensure no deviation to the machines performance. We have the ability to remove and replace rotor bars on any machine where a failure has occurred.
For every machine that passes through our facility a core flux test is part of our standard process, not carrying one out and leaving a core out of specification posses the risk of a premature failure when a critical asset returns to site. Whether through a failed flux test or damage from a significant failure we can engineer a complete replacement core or partial re-core depending on the machine design and timeline to return to service. 
With failed radiators the root cause of many high voltage failures its imperative a pressure test is carried out when a machine is in for overhaul or repair. During the initial inspection a hydraulic pressure test is carried out to determine the condition of the radiator. With OEM suppliers we have a selection of options should a unit not hold pressure and is in need of repair or replacement.
Having completed a recent upgrade to our Balance Machine we now have the capacity to Balance components up to 20,000Kg, 5M long, 1.5M diameter. To ensure the balance quality meets the relevant recommendation of BS ISO 21940-11:2016 our engineers will balance below the recommended G2.5 grade and will achieve as low as G0,4 when a 2 pole 60hz rotor is going through the process.
Our Balance machine is not constrained to Motor and Generator rotors and has seen various components such as, Impellors, Turbines, Rollers etc.

All external surfaces will be thoroughly blast cleaned to Sa 2.5 of BS EN ISO 8501-1:2007,
The paint systems in this standard contain the recommendations of AkzoNobel International Paints and give a
life to first maintenance of 15-25 years.
STANDARD PAINT SYSTEM complies with atmospheric corrosive environments C3 as defined in BS EN ISO
12944-2:2018.
CORROSIVE PAINT SYSTEM complies with atmospheric and corrosive environments C5 as defined by BS EN
ISO 12944-2:2018.
When a machine is received we will review the colour and if necessary ask for a RAL colour to ensure the final paint colour is as required before returning the machine to site.
With machines being returned for repair locally and from around the world the levels of packaging vary depending on shipping methods and locations. Whether it be sealed bags, wooden boxes or bespoke steel transport cradles our team can work with our shippers to provide the best solution. Humidity and vibration sensors can also be attached to ensure the machine suffers no undue stresses during its journey.
Key Features
PARTNER WITH US